
[AF] wie bei AF ein Kühler ensteht
Willkommen in der Mk-Community › Foren › Support von Herstellern und Online-Shops › Anfi-tec › Anfi-tec – Allgemeines / Support › [AF] wie bei AF ein Kühler ensteht
- Dieses Thema hat 45 Antworten und 22 Teilnehmer, und wurde zuletzt aktualisiert vor 12 Jahren, 7 Monaten von
 littledevil.
littledevil.
-
AutorBeiträge
-
-
24. Mai 2008 um 12:05 Uhr #488404
 [AF] AndreoidTeilnehmer
[AF] AndreoidTeilnehmer[SIZE=”4″]Heute könnt ihr bei der Entstehung eines Wasserkühlers dabei sein:[/SIZE]Das Forenmitglied fi.sh aus dem LUXX war so freundlich und hat mir sein 790i geschickt, um es vermessen zu können.
 Die große Heatpipekonstruktion wird nachher komplett durch Wasserkühler ersetzt.Erstmal runter damit (Schrauben werden eingetütet, damit nichts verloren geht)Die Chips werden mit Abdeckungen geschütztUnd siehe da,..der SB kühler von uns der ach beim 680i und beim 780i gepasst hat passt auch beim 790i :DwunderbarDer selbe Lochabstand nur um 90° gedreht: die NB des Motherboardswelche in der fertig gefrästen Version natürlich Anschlüsse in waagerechter Lage haben wirdSo nun kommen wir zum aufwändigsten Teil für das 790iDie Vermessung der Spawas:Manchmal wollen Interessenten, dass ich ihnen PWM (Spawa) Kühler fräse,..und sie wollen mir dann die Maße selber ausmessen damit sie mir kein Board schicken brauchen.Ich sage dann zwar jedes mal, dass ich das Board auf jeden Fall hier vorliegen haben muss, und es in jedem Fall selber vermessen muss, weils dann sonst am Ende garnichts passt.So geschrieben ist das nicht wirklich nachvollziehbar, aber seht selbst was für ein Aufwand dahinter steckt.Mal eben die Lochabstände ausmessen, damit ist es bei weitem nicht getan!2 unglaublich Professionelle Skizzen :Xmit den, für mich, wichtigsten Maßeneinmal der linke PWMund der obere PWMhier wurden alle Maße ins CAD Programm eingegeben:wieder der linke PWMund der obere PWMfür G1/4″ Anschlüsse eine überaus knappe Angelegenheit!Aber dennoch machbar.Beide ausgedruckten CADs ,..und die erste Passprobe.Nun wurden Verbesserungen vorgenommen, wie z.B. Verschiebung der Haltelöcher, AnschlüsseSowie Veränderung des Design, und Vereinfachung für die spätere Fertigung.Dann fräse ich die Böden aus Plexiglaß.nein, nicht weils toll aussieht, sondern weil wir Plexiglaß~ 10 mal schneller fräsen können als das harte Kupfer,…ala rapid prototyping abgesehen davon ist der Verschnitt bei Plexi nicht so teuer wenn das Testkühler noch nicht 100%ig passen solltedie zweite Passprobe hat ergeben, das die Haltelöcher noch um 0.1mm bzw das andere um ganze 0.4mm verschoben werden muss,um kein Verkanten bei der Montage zu gewährleisten.Des Weiteren saß der linke, recht knapp konstruierte Kühler richtig an seinem Fleck und eckte an keines der höherliegenden Bauteile an.(da ist das Plexi auch wieder wunderbar zu gebrauchen, da es ja durchsichtig ist 😉 )Prototyp passt, sitzt -> also ab ans KufperfräsenDie PWMs machen wir grundsätzlich aus 5mm dicken Kupfer auf einer 80mm Breiten SchieneDa muss man schon ein bisschen puzzeln, das man nicht allzu viel Verschnitt hat.Außerdem sind wir da auch noch in der Länge begrenzt,.. weit über dem Schraubstock gespannt gibt es kaum noch gute Fräsergebnisse.Im Hintergrund links kann man noch die kleine Kupfer CNC sehen, welche grade als Flächenspanner umgerüstet wird, so das man keinen Schraubstock mehr benötigt.So können wir dann 300mm lange cu Stücke einspannen.Wegen dem Umbau ist auch grade die größere Kunststoffcnc mit der Metallarbeit beschäftigt 😀das Kupferstück wird ausgespannt und in jedes Kernloch kommt ein Tröpfchen Gewindeschneid-ÖlDann gehts unter den Gewindeschneider:kaum zu glauben, dass wir die Gewinde vor einem Jahr noch 3 gängig geschnitten haben :Xdie Rohrlinge werden auf einer Seite rausgetrennt und dann komplett rausgebogen/gebrochennach dem Schleifen, Spülen und Oring-einsetzen sieht der Boden dann so aus:hier mal eine chronoligischer Vergleich vom Prototypen bis zum fertigen BodenDie fertigen Kühler auf dem Board:Beideder Obereder komplizierte LinkeImpressionen 1Impressionen 2Besonders gut gefällt mir, das der obere PWM das Deckeldesign vom linken Kühler mit übernehmen konnte.So gibts ein stimmigeres Gesammtbild, und in der Fertigung ist es auch viel einfacher :)Was noch postitiv zu bemerken ist, dass es kein mehrschichtiger Kühler ist (wie die pwm Reihe der 680i und 780i)Damit sind wir aktuell wieder einmal die einzigen mit einem Komplettkühlerset für ein aktuelles leistungsstarkes Board!Der linke PWM war jetzt mal wieder eine Herausforderung :DMfGAndréACHTUNG!es gilt zu beachten, dass dies hier ein sehr alter Beitrag ist. Mittlerweile haben wir die ein oder andere Verbesserung für das Herstellverfahren für erste PWM-Modelle. Z.B. haben wir ein Sortiment von Seriendeckel entwickelt die sich auf den verschiedensten Spannungswandlerkühlern wiederfinden. Das macht das Konstruieren der Kupferbodenplatten ein wenig einfacher und spart massiv Zeit weil nicht auch noch neue Deckel designed und gefräst werden müssen. Vgl. UPCslim und PWM020 oder PWM036
Die große Heatpipekonstruktion wird nachher komplett durch Wasserkühler ersetzt.Erstmal runter damit (Schrauben werden eingetütet, damit nichts verloren geht)Die Chips werden mit Abdeckungen geschütztUnd siehe da,..der SB kühler von uns der ach beim 680i und beim 780i gepasst hat passt auch beim 790i :DwunderbarDer selbe Lochabstand nur um 90° gedreht: die NB des Motherboardswelche in der fertig gefrästen Version natürlich Anschlüsse in waagerechter Lage haben wirdSo nun kommen wir zum aufwändigsten Teil für das 790iDie Vermessung der Spawas:Manchmal wollen Interessenten, dass ich ihnen PWM (Spawa) Kühler fräse,..und sie wollen mir dann die Maße selber ausmessen damit sie mir kein Board schicken brauchen.Ich sage dann zwar jedes mal, dass ich das Board auf jeden Fall hier vorliegen haben muss, und es in jedem Fall selber vermessen muss, weils dann sonst am Ende garnichts passt.So geschrieben ist das nicht wirklich nachvollziehbar, aber seht selbst was für ein Aufwand dahinter steckt.Mal eben die Lochabstände ausmessen, damit ist es bei weitem nicht getan!2 unglaublich Professionelle Skizzen :Xmit den, für mich, wichtigsten Maßeneinmal der linke PWMund der obere PWMhier wurden alle Maße ins CAD Programm eingegeben:wieder der linke PWMund der obere PWMfür G1/4″ Anschlüsse eine überaus knappe Angelegenheit!Aber dennoch machbar.Beide ausgedruckten CADs ,..und die erste Passprobe.Nun wurden Verbesserungen vorgenommen, wie z.B. Verschiebung der Haltelöcher, AnschlüsseSowie Veränderung des Design, und Vereinfachung für die spätere Fertigung.Dann fräse ich die Böden aus Plexiglaß.nein, nicht weils toll aussieht, sondern weil wir Plexiglaß~ 10 mal schneller fräsen können als das harte Kupfer,…ala rapid prototyping abgesehen davon ist der Verschnitt bei Plexi nicht so teuer wenn das Testkühler noch nicht 100%ig passen solltedie zweite Passprobe hat ergeben, das die Haltelöcher noch um 0.1mm bzw das andere um ganze 0.4mm verschoben werden muss,um kein Verkanten bei der Montage zu gewährleisten.Des Weiteren saß der linke, recht knapp konstruierte Kühler richtig an seinem Fleck und eckte an keines der höherliegenden Bauteile an.(da ist das Plexi auch wieder wunderbar zu gebrauchen, da es ja durchsichtig ist 😉 )Prototyp passt, sitzt -> also ab ans KufperfräsenDie PWMs machen wir grundsätzlich aus 5mm dicken Kupfer auf einer 80mm Breiten SchieneDa muss man schon ein bisschen puzzeln, das man nicht allzu viel Verschnitt hat.Außerdem sind wir da auch noch in der Länge begrenzt,.. weit über dem Schraubstock gespannt gibt es kaum noch gute Fräsergebnisse.Im Hintergrund links kann man noch die kleine Kupfer CNC sehen, welche grade als Flächenspanner umgerüstet wird, so das man keinen Schraubstock mehr benötigt.So können wir dann 300mm lange cu Stücke einspannen.Wegen dem Umbau ist auch grade die größere Kunststoffcnc mit der Metallarbeit beschäftigt 😀das Kupferstück wird ausgespannt und in jedes Kernloch kommt ein Tröpfchen Gewindeschneid-ÖlDann gehts unter den Gewindeschneider:kaum zu glauben, dass wir die Gewinde vor einem Jahr noch 3 gängig geschnitten haben :Xdie Rohrlinge werden auf einer Seite rausgetrennt und dann komplett rausgebogen/gebrochennach dem Schleifen, Spülen und Oring-einsetzen sieht der Boden dann so aus:hier mal eine chronoligischer Vergleich vom Prototypen bis zum fertigen BodenDie fertigen Kühler auf dem Board:Beideder Obereder komplizierte LinkeImpressionen 1Impressionen 2Besonders gut gefällt mir, das der obere PWM das Deckeldesign vom linken Kühler mit übernehmen konnte.So gibts ein stimmigeres Gesammtbild, und in der Fertigung ist es auch viel einfacher :)Was noch postitiv zu bemerken ist, dass es kein mehrschichtiger Kühler ist (wie die pwm Reihe der 680i und 780i)Damit sind wir aktuell wieder einmal die einzigen mit einem Komplettkühlerset für ein aktuelles leistungsstarkes Board!Der linke PWM war jetzt mal wieder eine Herausforderung :DMfGAndréACHTUNG!es gilt zu beachten, dass dies hier ein sehr alter Beitrag ist. Mittlerweile haben wir die ein oder andere Verbesserung für das Herstellverfahren für erste PWM-Modelle. Z.B. haben wir ein Sortiment von Seriendeckel entwickelt die sich auf den verschiedensten Spannungswandlerkühlern wiederfinden. Das macht das Konstruieren der Kupferbodenplatten ein wenig einfacher und spart massiv Zeit weil nicht auch noch neue Deckel designed und gefräst werden müssen. Vgl. UPCslim und PWM020 oder PWM036 -
24. Mai 2008 um 12:05 Uhr #754019Spocky17Teilnehmer
[SIZE=”4″]Seeeeehr schöööööön[/SIZE]
sag ich da nur! =D>
Ihr macht echt ne Spitzenarbeit! :d:
Freu mich schon, wenn ich auch einen AnFi-tech Kühler mein Eigen nennen darf! 😎
Einfach nur :respekt:
-
24. Mai 2008 um 12:05 Uhr #754021SenseTeilnehmer
=D>=D>=D>:respekt:
-
24. Mai 2008 um 14:05 Uhr #754040TheoleanTeilnehmer
eine wirklich sehr schöne dokumentation! gefällt mir sehr gut. so kann man jetzt mal annähernd erahnen wieviel arbeit es ist einen kühler zuplanen und zu fertigen!
-
24. Mai 2008 um 14:05 Uhr #754044TitanTeilnehmer
nach der kleinen doku würd ich am liebsten mein mb euch zukommen lassen für nen satz kühlkörper aber das würde sich beißen mit meiner absicht das ich die in eigenbau machn will :> schöne arbeit gefällt mirdie cad´s werden denk ich ma abgespeichert um später noch nachbauten liefern zu können oder? wäre sinnfrei dann wenn wer ankommt nochma alles aufzumessen und dann nochma zu zeichnen.MFG
-
24. Mai 2008 um 15:05 Uhr #754050CuttyTeilnehmer
Wenn ich ein neues Board habe dann komme ich auf jeden Fall auf eure Kühler zurück.
Die sprechen mich echt ser an.Das Schwarz und Kupfer hamonieren super miteinander.Super Arbeit macht weiter so.
-
24. Mai 2008 um 15:05 Uhr #754057VJoe2maxTeilnehmer
Ein toller Einblick in eure Fertigungsaktivitäten :d:So eine CNC hat schon was :-k – gehört aber eben auch viel Erfahrung dazu nicht wahr?
-
24. Mai 2008 um 15:05 Uhr #754053psahgksTeilnehmer
Schöne Sache.:d:
Ich versteh aber nicht, wie ihr mit dem Schraubstock arbeiten könnt:
Mein alter Proxxon -welcher ja vielleicht noch ein wenig ordentlicher Verarbeitet ist- hat nach ca. Drei mal Werkstück halten den Geist aufgegeben, inzwischen kann man sogar sehen, wie die Lose Backe schief spannt..
mfg Lutz
-
24. Mai 2008 um 16:05 Uhr #754059[AF] AndreoidTeilnehmer
Titan;308622 said:
nach der kleinen doku würd ich am liebsten mein mb euch zukommen lassen für nen satz kühlkörpena dann los 😀
Titan;308622 said:
die cad´s werden denk ich ma abgespeichert um später noch nachbauten liefern zu können oder? wäre sinnfrei dann wenn wer ankommt nochma alles aufzumessen und dann nochma zu zeichnen.das wäre verdammt dämlich das jedes mal auszumessen :X
natürlich werden die gespeichert 😀Cutty;308628 said:
Wenn ich ein neues Board habe dann komme ich auf jeden Fall auf eure Kühler zurück.das nehme ich beim wort,…ich warte ;P 😀
psahgks;308632 said:
Schöne Sache.:d:Ich versteh aber nicht, wie ihr mit dem Schraubstock arbeiten könnt:
naja,.. der dreck am gewinde hälts mit gespannt :X
ja der shcraubstock iss auch nich mehr so toll,… deswegen ja der umbau der kleinen cnc auf einen flächenspanner
wenn man zu fest spannt biegt sich ja auch noch das werkstück und die oring nut wird zu tief. oder ebim ausfräsen wirds amterial zu labil und der fräser wird eingeklemmt und bricht ab,..ales schon vorgekommenVJoe2max;308636 said:
gehört aber eben auch viel Erfahrung dazu nicht wahr?in der tat
wir machen das ja jetzt auch schon verdammt lange
mittlerweile kenne ich die macken und fähigkeiten der kleinen cncs verdammt gut
mal schauen wenn die neue fertig ist, was mit der alles möglich ist :X -
24. Mai 2008 um 17:05 Uhr #754072TitanTeilnehmer
‘[AF said:
Andreoid;308639′]Titan;308622 said:
nach der kleinen doku würd ich am liebsten mein mb euch zukommen lassen für nen satz kühlkörpena dann los 😀
weist was mich das kosten würde? o.O
maßanfertigung fürn ASRock 939 Dual VSTA das hätte was ich hab mir aber schon gedanken gemacht wegen des cpukühlers wie man in den letzten beiden postings sehn kann in meinem tread.
was mich grade tierisch anstinkt ist das bei meinem kumpel des fräswerkzeug geklaut wurde und ich jetz ersma net weiterkomme in meinem projekt >.>
du könntest aber eventuell ma ne grobe einschätzung machn was mich nen satz für das mb kosten würde vlt verzichte ich dann auf eigenbaukühler wenns “relativ” günstig ist.
spannungswandler kann man getrost weglassen da die nich wirklich erreichbar sind wie man auf dem bilder sehn kann –>
rest düfte aber machar sein wenn mich net alles täuscht und es dürfte auch nur ne frage vom cash sein 😉
MFG
-
24. Mai 2008 um 18:05 Uhr #754079[AF] AndreoidTeilnehmer
Titan;308656 said:
‘[AF said:
Andreoid;308639′][QUOTE=Titan;308622]nach der kleinen doku würd ich am liebsten mein mb euch zukommen lassen für nen satz kühlkörpena dann los 😀
weist was mich das kosten würde? o.O
maßanfertigung fürn ASRock 939 Dual VSTA das hätte was ich hab mir aber schon gedanken gemacht wegen des cpukühlers wie man in den letzten beiden postings sehn kann in meinem tread.
was mich grade tierisch anstinkt ist das bei meinem kumpel des fräswerkzeug geklaut wurde und ich jetz ersma net weiterkomme in meinem projekt >.>
du könntest aber eventuell ma ne grobe einschätzung machn was mich nen satz für das mb kosten würde vlt verzichte ich dann auf eigenbaukühler wenns “relativ” günstig ist.
spannungswandler kann man getrost weglassen da die nich wirklich erreichbar sind wie man auf dem bilder sehn kann –>
rest düfte aber machar sein wenn mich net alles täuscht und es dürfte auch nur ne frage vom cash sein 😉
MFG[/QUOTE]
ich glaube das wird nix,..das board ist kaum aktuell und die wikliche nachfrage käme nur von dir
d.h. absolute einzelanfertigung,..das rechnet sich nicht für dich und nicht für uns
(mit anderen worten …für “einen” boden dafür lohnts sich nich die cnc anzumachen)Niklaas;308658 said:
sehr sehr schön, was du da gemacht hast …habe zurzeit mips kühler auf meinem asus p5b … aber beim nächsten board, werde ich vllt auch welche von dir kaufen 😉 … aber würde gerne wissen, ob du irgendwo ne seite/shop hast, wo deine ganzen werke drauf sind ??
und baust du auch CPU Kühler … ich würde nähmlich gerne mal was spektakuläres haben wollen … und nich so massen ware ^^ … könntest du mir sagen, was das kosten würde ???
ich frage mich grade wie du in diesen thread hier gefunden hast 😀 guck dich doch einfach mal bei uns im producktvorstellungsthread um XD
hier: http://www.meisterkuehler.de/forum/anfi-tec-news-produkt-vorstellungen/
da gibts zu jedem kühler einen thread mit bildern
auch cpu kühler,..8der wurde sogar schon von einem forum getestet ;)) -
24. Mai 2008 um 18:05 Uhr #754074NiklaasTeilnehmer
sehr sehr schön, was du da gemacht hast … habe zurzeit mips kühler auf meinem asus p5b … aber beim nächsten board, werde ich vllt auch welche von dir kaufen 😉 … aber würde gerne wissen, ob du irgendwo ne seite/shop hast, wo deine ganzen werke drauf sind ??und baust du auch CPU Kühler … ich würde nähmlich gerne mal was spektakuläres haben wollen … und nich so massen ware ^^ … könntest du mir sagen, was das kosten würde ???
-
24. Mai 2008 um 20:05 Uhr #754094NiklaasTeilnehmer
bin ganz zufällig hier wieder gelandet, und da is mit dieser thrad nur ins auge gefallen …. ich weis 2beiträge in einem ganzen jahr sind extrem wenig … aber nagut … na jetzt wird es sich steigern ;)und nagut .. ich gucke mich mal bei euren sachen um 😉
-
24. Mai 2008 um 22:05 Uhr #754109NiklaasTeilnehmer
ich bräuchte mal in nen stück schwarzes plexi nen par ausschnitte rein … allerdings gibt es hier nichts in der nähe, wo ich das machen lassen kann, denn die lasern alle nur metall … naja jetzt is mir grade eingefallen, dass man das ja auch fräsen könnte … und naja … kann das einer von euch machen ??
-
24. Mai 2008 um 22:05 Uhr #754108HorstelinTeilnehmer
VJoe2max;308636 said:
Ein toller Einblick in eure Fertigungsaktivitäten :d:So eine CNC hat schon was :-k – gehört aber eben auch viel Erfahrung dazu nicht wahr?
Von nix kommt nix… Ich hab mir im Januar ne CNC gekauft und langsam gehts… ist halt ne ganze Stange Geld…
Mfg Urs
-
24. Mai 2008 um 23:05 Uhr #754115VJoe2maxTeilnehmer
Horstelin;308694 said:
VJoe2max;308636 said:
Ein toller Einblick in eure Fertigungsaktivitäten :d:So eine CNC hat schon was :-k – gehört aber eben auch viel Erfahrung dazu nicht wahr?
Von nix kommt nix… Ich hab mir im Januar ne CNC gekauft und langsam gehts… ist halt ne ganze Stange Geld…
Mfg Urs
Meine rein manuelle Fräse war schon teuer genug – bis ich die auf CNC umrüste muss schon noch ein wenig Geld vom Himmel fallen. Fräsen ist leider ein echt teures Hobby – erst recht mit CNC-Maschinen.
Um so besser, dass André und Finn so fit sind mit ihren Maschinen – wenn´s mal völlig umständlich mit der manuellen sein sollte, weis man an wen man sich wenden muss :D.
-
25. Mai 2008 um 21:05 Uhr #754302AnonymInaktiv
ihr kennt meine meinung ja 😉
respekt!!! -
31. Mai 2008 um 20:05 Uhr #755372shockwave10kTeilnehmer
sehr schön! hoffen wir mal das der obrige kühler, weil er über den PCB rausragt, nicht schon halb im netzteil hängt, ich hatte da mal ein gehäuse, da hätten die 4 mm schon probleme machen können ;)und wer benutzt heut zu tage noch 3 gängige gewindeschneider? is doch nur 3x die chance schief zu schneiden! 🙂
-
1. Juni 2008 um 12:06 Uhr #755489PoweruserTeilnehmer
‘[AF said:
Andreoid;308593′][Das ist aber luftig gespannt. Schwingt es denn garnicht oder fräst ihr die Kanäle in hundertsteln heraus?
-
1. Juni 2008 um 12:06 Uhr #755473[AF] AndreoidTeilnehmer
shockwave10k;310079 said:
sehr schön! hoffen wir mal das der obrige kühler, weil er über den PCB rausragt, nicht schon halb im netzteil hängt, ich hatte da mal ein gehäuse, da hätten die 4 mm schon probleme machen können ;)und wer benutzt heut zu tage noch 3 gängige gewindeschneider? is doch nur 3x die chance schief zu schneiden! 🙂da muss man halt gucken ob man platz hateine 2 schichtbauweise wollte ich nichtund bei der rev 1 der 680i pwms hingen die auch leicht über,..und es hat nie gestörtman muss gucken ob der platz da ist ;)sind ja nur max ~4mm,..das ist bei fast jedem gehäuse drin3 gängige gewindeschneider…. was ist denn daran unüblich ;P”3x die chance schief zu schneiden” ,..nein nur einmal,..gang 2 und 3 sind doch dann geführtman könnte eher sogar sagen, das man mit dem 2ten und 3ten gang fehler aus dem ersten beheben könnteaber wir haben jetzt ja gott sei dank ne gewindeschneidmaschine[COLOR=”Red”][B]
-
1. Juni 2008 um 13:06 Uhr #755494[AF] AndreoidTeilnehmer
Poweruser;310212 said:
‘[AF said:
Andreoid;308593′]http://anfi-tec.de/forenbilder/08.05.23/17.JPGDas ist aber luftig gespannt. Schwingt es denn garnicht oder fräst ihr die Kanäle in hundertsteln heraus?
0.1mm teilschritte + Fmehr ist mit den maschinen nicht möglichaber es läuft ja wie man sieht ;)durch die 5mm materialdicke kann man das schon ganz gut überstehen lassen..aber die linke ist ja im umbau.. so haben wir nicht nur die möglichkeit 20cm stück einzuspannen, sondern 2x 30cm stücke..(bei nb custreifen) (bei dem pwm kupfer nur 1x30cm)aber die neue cnc befindet sich in der planungdie wird schon ordentlich zerspanen können,..Führungen, motoren, ansteuerung etc haben wir bereits.. jetzt gehts noch um den platz und um die gerüstkonstruktionaber wir halten euch ja wie immer in unserem werkstattthread auf dem laufenden… 😉
-
2. Juni 2008 um 19:06 Uhr #755735Reaper187Teilnehmer
mit so einem schraubstock könnte ich also schon im 0,01mm bereich genau arbeiten, hab bei mir auf der Maschine 4 Maschinenschraubstöcke mit einem Druckkraft von 160KN und manchmal auch teile darin eingespannt die über die 2000mm hinausragen, dann unterleg ich das einfach und richte es neu aus.
Damit sich einige ein Bild davon machen können, Maschine ist eine Deckel Maho DMF 250 Linear mit Schwenkfräskopf: B-Achse 18.000 min-1 / 35 kW, Index 1° 10.000 min-1.
Bearbeitungszone X = 2500
Bearbeitungszone Y = 720
Bearbeitungszone Z = Werkzeuglängenspezifisch und eingespanntes WerkstückDa wir ja Formen bauen die pissgenau sein müssen, brauchen wir sowas nettes einfach und da läuft so allerhand drauf und das auch fix.
Kupfer fräsen, kein thema, mach ich auf meiner kleinen Mikron die gegenüber der Deckel steht mit einem Vorschub von 3000mm/min und Zustellung von 5mm 😉geht alles, man muss nur unterlegen und ich hab auf der mikron manchmal die sachen noch 200mm raushängen und da ist kein wackeln drin aufgrund des hohen schnittdrucks und dem improvisierten gegenhalter.
CNC und Erfahrung, ich hab es nicht direkt gelernt, hatte in der Ausbildung nur nen 3 monate langen Grundkurs der aber dann doch länger ging weil in den Abteilungen von dem Betrieb die arbeit sehr mau war, dadurch konnte ich mir einiges aneignen, aber wenn man vom Kopf her versteht was man da machen muss und auch ein paar nützliche Formeln hat für Drehzahl- und Vorschubberechnung, dann ist das alles kein Problem.
Natürlich kann man sehr zähen Stahl nicht mit 3000mm/min knacken, das zerfetzt den fräser, aber in 1.2085 flieg ich mit einem 16er Fräser mit einem 1000er Vorschub durch bei 3000RPM und Luftkühlung ( -40° maximum, hab immer frost an der leitung )Was verwendest du denn für Fräser wenn ich fragen darf? 0815 ausm Würthkatalog, oder eher Holex/Garant Schrupp/Schlichtfräser?
Fräst ihr die Konturen im RL oder im RR Code? ( auch sehr wichtig bzgl Schnittdruck, Lebensdauer der Fräser und Oberfläche )
Weil evtl könnte ich da aus Erfahrung noch ein paar Werte bzgl Drehzahl/Vorschub und Zustellung mit auf den Weg geben, so könnt ihr euren Arbeitsgang nochmals optimieren und Zeit und damit auch Geld sparen wovon andere sicherlich auch profitieren würden.
Also wie gesagt, bei Fragen ruhig melden, helfe gerne bei sowas, vorallem wenn es um CNC geht und einer ausm Formenbau hat mehr aufm Kasten als einer ausm Maschinenbau. Ist leider so, aber war auch viel zu lernen dafür -.-
Aber ansonsten, schicke Modelle und sehr gute Doku und Flachspannung ist nicht immer optimal, da braucht ihr viel Druck vom Fräser damit der das Material nicht nach oben zieht 😉
MfG
-
4. Juni 2008 um 20:06 Uhr #756240TeetoTeilnehmer
Reaper187;310477 said:
Aber ansonsten, schicke Modelle und sehr gute Doku und Flachspannung ist nicht immer optimal, da braucht ihr viel Druck vom Fräser damit der das Material nicht nach oben zieht 😉MfG
gäbe es bei sowas denn überhaupt ne andere, sinnvolle Möglichkeit das Kupfer zu spannen?
-
5. Juni 2008 um 0:06 Uhr #756318Reaper187Teilnehmer
Teeto;311036 said:
Reaper187;310477 said:
Aber ansonsten, schicke Modelle und sehr gute Doku und Flachspannung ist nicht immer optimal, da braucht ihr viel Druck vom Fräser damit der das Material nicht nach oben zieht 😉MfG
gäbe es bei sowas denn überhaupt ne andere, sinnvolle Möglichkeit das Kupfer zu spannen?
Ja gibt es…
kommt aber dann schon drauf an wie breit die Kupferplatten sind, aber wenn die unter 300mm breite bleiben, kann man sich eine Unterlagsplatte ( Alu, Stahl ) anfertigen, macht mindestens 4 hilfsborhungen rein ( zwischen den werkstücken dann, muss man halt nur die Nullpunktverschiebungen etwas versetzen ) und dann halt in der platte an der selben position die Gewinde anbringen.Dann macht man eine kleine Kreistasche in die Auflagevorrichtung, am besten am Nullpunkt der X und Y Achse um mittels 3D Taster den Nullpunkt aufzunehmen. Zwar hat man mit diesem System etwas Platzverlust auf der Kupferplatte, aber wenn man mehrere Kühlkörper aus einem vollen fräsen will, ist das optimal wenn man Flachkopfschrauben verwendet.
Bei 8mm dickem Kupfer nimmt man am besten M6x20 Flachkopf und das schöne daran ist, die Platte hat nen festen Untergrund und kann nicht “flattern” und das spannen ist einfach.
Interessant wäre halt zu wissen, welche CNC Steuerung es ist und ob der 3D Taster elektronisch oder mechanisch funktioniert. Denn bei elektrischen hat man den Vorteil, das man so eine kleine Kreistasche mittels CC-Touch genaustens aufnehmen kann. Dann kann man genau angeben welcher Wert der X und Y Achse der Mittelpunkt der Kreistasche haben soll.
Ich baue mir auf der Arbeit oft solche Vorrichtungen und das vereinfacht so einiges ungemein, vorallem wenn man mehrere Stücke ( egal ob gleiche oder unterschiedliche ) aus einer Platte fräsen möchte.
Optimierte Programme kann ich auch schreiben, sind schön kurz und vorallem leicht zu verstehen und man braucht nur noch die Labels ändern bzw. die F(Q)-Parameter für Vorschub, Tiefe, Zustellung, Zustellvorschub, Radius usw.
Anhand der Bilder würde ich auhc mal sagen, das es sich nicht um eine CNC Maschine handelt mit Werkzeugwechsler. Würde meinen Wechsler nicht mehr missen wollen. Bei 120 Werkzeugen im Magazin ist zwar die Übersicht etwas schwierig, vorallem wenn man wochenlang auf einer Nummer denselben Fräser/Bohrer drin hat und den mal wechselt und nicht mehr daran denkt das was neues drin ist…
Auf meiner kleinen Maschine fräs ich sehr gerne Kupfer, 2000er Vorschub ( 4000-5000RPM ) beim Fräsen mit einem 50er Eckmesserkopf, 1400er Vorschub ( 6000RPM ) bei einem 12er Holex Schruppfräser und 1000er Vorschub beim 10er Schlichtfräser ( 5500RPM ) aber dann mit 2 Zustellungen, 1. Zustellung auf 0,05mm maximaltiefe, also bei einer gefrästen tiefe von 20 setz ich 19,95 als erstes an, den rest mit der 2. zustellung, ergibt ne geile fläche und es ist gerade.
Aber das Spannen ist immer die heikelste Angelegenheit beim fräsen.
Also wie gesagt, wenn die Platten meistens die gleiche breite haben, zum beispiel 300mm, dann kann man sich ne vorrichtung bauen wo man die CU-Platten nur aufschraubt, ist sehr effektiv und auf dauer sehr sinnvoll.Bei Fragen einfach melden, wir Formenbauer wissen worauf es ankommt 😉
-
5. Juni 2008 um 8:06 Uhr #756333TeetoTeilnehmer
ja, ok.
das war mir bekannt mit der Spannplatte, aber gestern irgendwie nicht eingefallen.
Hast du mal die CNCs von den Jungs gesehen?
Da ist nicht viel von dem, was du von ner CNC kennst und was sie haben gleich, möchte ich meinen.
Ich glaub’ die beiden haben ihre Fräsparameter schon ziemlich gut raus.
Zumindest sehen die Kühler ja astrein aus. -
5. Juni 2008 um 16:06 Uhr #756449Reaper187Teilnehmer
gut aussehen können die auch mit zeitersparnis je nachdem 😉
hab auch 1 jahr lang auf einer Bettfräsmaschine im Maschinenbau gearbeitet, daher kenn ich die Problematiken…
Werkzeugwechsel von Hand…das war mehr als ätzend.Baer der Hauptteil meines Post sollte aufs Spannen bzgl Aufspannplatte bezogen sein.
ist viel einfacher und man hat nur einmal die Arbeit diese zu fräsen, Bohrungen/Gewinde kann man nachträglich immer noch rein machen für andere Koordinaten.Für meine kleine Mikron UM 900 hab ich auch noch ne Platte von 890mm länge, 300mm tiefe und 60mm dick aus Alu und die kann ich beidseitig benutzen mittlerweile, hab auch extra Verschraubungen und Passbohrungen drin damit ich die auf den 2 Schraubstöcken genau drauf setzen kann. So muss ich nicht hin und her schieben weil die Maschine nur einen verfahrweg von 900mm hat.
Hat auch lange gedauert bis ich auch die Idee gekommen bin.
Bei der Deckel brauhc ich die platte eher selten, da hab ich 4 schraubstöcke drauf und alle haben exakt den gleichen abstand zueinander, nur haben wir selten so große teile das man alle 4 gleichzeitig braucht, ausser ich spiel wieder rum.
Mach gerne so serienfertigungen von zubehörteilen, sind manchmal 40-80 stück, oder auch 20 und dann verschiedene ausführungen, dann mach ich immer 2 pro schraubstock, 4 aufträge sind gleichzeitig machbar, muss man nur eben aufpassen das man die ganzen sachen nicht miteinander vertauscht ^^
Aber bei solch einer Serienproduktion aus vollem Material würd ich die Aufspannplatte empfehlen
-
22. Juni 2008 um 1:06 Uhr #759801[AF] AndreoidTeilnehmer
Reaper187;310477 said:
Was verwendest du denn für Fräser wenn ich fragen darf? 0815 ausm Würthkatalog, oder eher Holex/Garant Schrupp/Schlichtfräser?modellbaufräser 😛 2schneidig 2mm durchmesserüber die standzeit oder andere fräserparameter gebe ich hier keine auskunft
Reaper187;310477 said:
Fräst ihr die Konturen im RL oder im RR Code? ( auch sehr wichtig bzgl Schnittdruck, Lebensdauer der Fräser und Oberfläche )rl rr? also ich habe keine ausbildung als cnc zerspanerdie cad die du oben siehst,..da kann man einstellen wie die kontur bearbeitet werden soll.einen code sehen/brauchen wir da nichtman kann die maschinen zwar mit g-ähnelndem-code ansteuern ,.aber wozu…
Reaper187;310477 said:
Weil evtl könnte ich da aus Erfahrung noch ein paar Werte bzgl Drehzahl/Vorschub und Zustellung mit auf den Weg geben, so könnt ihr euren Arbeitsgang nochmals optimieren und Zeit und damit auch Geld sparen wovon andere sicherlich auch profitieren würden.Reaper187;311267 said:
gut aussehen können die auch mit zeitersparnis je nachdem 😉glaub das das hier schon alles optimal läuft..und mit jeder verbesserung an den maschinenwie z.b. eine geregelte kühlmittelzufuhr oder der neue flächenspanntischwerden von uns die grenzen neu ausgelotetund natürlich auch die fräsergebnisse verbessertzu deinem angeot mit tips unten mehr
Reaper187;311267 said:
Aber bei solch einer Serienproduktion aus vollem Material würd ich die Aufspannplatte empfehlenjup…lüppt wunderbar,..locker 3mal besser als mim schraubstockdie kanten werden sauberer und man kann wesentlich viel besser bohren weil das material nicht nachgibt beim druck vom werkzeug.
Reaper187;310477 said:
Aber ansonsten, schicke Modelle und sehr gute Doku und Flachspannung ist nicht immer optimal, da braucht ihr viel Druck vom Fräser damit der das Material nicht nach oben zieht 😉oder genug schrauben die das material unten halten :Pnen schraubstock drückt dem fräser das material ja auch nicht entgegen,..
Reaper187;311267 said:
Werkzeugwechsel von Hand…das war mehr als ätzend.tja ,..für ne wzwspindel,…da muss erstmal 4k€ herund die schüttelt man nich mal eben so ausem ärmelaber Werkzeugwechsler? ich glaub da würde die zachse der maschinen am gewicht der spindel streiken.tu se ja jetzt schon fast bei der kleinen elteHFspindeldie cnc sind aus dem modellbaubereich..es ist ein wunder das wir damit überhaupt metalle fräsen können..maximaler fräserduchmesser 3mm! und da kann man schon hören/fühlen wie die maschinen vibrierenbei allem größeren würds uns den fräser durch die vibrationen killen300mm breite kufperplatten 😀 loldie cncs haben nen verfahrweg von 108×300 und 210×300 …. da ist 300 die länge 😉 und 50 oder 80 die breite
Reaper187;311267 said:
Bohrungen/Gewinde kann man nachträglich immer noch rein machen für andere Koordinaten.die bohrungen mache ich zuerst & dann wird der kanal und dann die außen kontur gefrästwenn ich die bohrungen am schluss machen würde müsste ich ja das werkzeug nocheinmal fürs ausfräsen wechseln..das wäre schwachsinnund gewinde mit der cnc schneiden? können unsere garnichtdie cncs können nichmal die drehzahl der spindel steuern :Ddie m3 gewinde schneide ich nachträglich in die custreifen mit einer gewindeschneidmaschine.dann werden die kühler aus dem cu streifen rausgebrochen..sieht man ja alles oben in der beschreibung.frage mich die ganze zeit ob du denkst das ich hier nen bearbeitungszentrum im keller stehen hab..unsere cncs wiegen 30 und die andere 40 kgzu den cncs werde ich hier keine weiteren angaben machen.wir machen das alles hier erst seit einem jahr gewebrlich :Dund keiner von uns hatte vorher eine zerspanungsfirma ;)wenn wir eine richtige cnc zur fertigung hätten, sähe die zerspanleistung und somit natürlich auch das ergebnis ganz anders aus.bei dem aktuellen “maschinenpark” (lol) halte ich deine “tips” eher für einen schuss ins leeredas du das als “erfahrener formenbauer” nicht gesehen hast ;Pnatürlich versuchen wir die maschinen iwann durch was stäkeres/schnelleres/massiveres/mehrfachereinsatzbareres zu ersetzen(was neues “richtiges” ist da schon in der planung,..keine sorge ;),..eine cnc die vllt auch auf grafikkarten kühler hoffen lässt ;P)bis dahin bleiben wir weiter auf unsere bescheidenen möglichkeiten limitiert.vorrausgesetzt es ergeben sich nicht irgendwo möglichkeiten mal eine serie auf einer ordentlichen cnc zu fertigen…da würde mir auch spontan ein werkstück einfallen wovon ich mal eben gerne 50-100 stück von gemacht hätte…suche sowieso schon nach einer geeignete zerspanungsfirma dafür
Reaper187;310477 said:
Also wie gesagt, bei Fragen ruhig melden, helfe gerne bei sowas, vorallem wenn es um CNC geht und einer ausm Formenbau hat mehr aufm Kasten als einer ausm Maschinenbau. Ist leider so,du solltest dich nicht so hochtrabend über einen maschbauer stellen.da lehnste dich jetzt ein bisschen zuuu weit aus dem fenster mein freund.MfGAndré 😉
-
22. Juni 2008 um 11:06 Uhr #759817al_bundyTeilnehmer
50-100was?
in 2 wochen müsste ich luft haben und würdet auch ne rechnung kriegen.gruß Marc
-
22. Juni 2008 um 13:06 Uhr #759830Reaper187Teilnehmer
also mit dem verfahrweg konnte ich ja net wissen udn es war auf den bildern auch net genau zu erkennen was es für maschinen sind.also ich wollte keinem auf den schlips treten, das ihr da kein bearbeitungszentrum habt ist mir schon klar, hätte jeder gerne, aber der preis ist da leider immer das prob.mit 2/3mm fräsern ist das schon heftig, aber was man bisher so an ergebnissen sieht scheint das ja wunderbar zu funktionieren.wäre aber möglich das bei euch ma ne bestellung eingeht von meiner seite aus ;)weil das was ich bisher bestellt habe ist zwar nicht schlecht, aber mobo und spawa kühler die angeblich passen sollen, passen nicht, handelt sich um das M2N-Sli deluxe, vielleicht habt ihr da sogar schon was von den zeichnungen her 🙂
-
22. Juni 2008 um 13:06 Uhr #759834[AF] AndreoidTeilnehmer
M2N-Sli deluxe pwm kühlerhttp://www.meisterkuehler.de/forum/anfi-tec-news-produkt-vorstellungen/15887-af-asus-m2n-e-m2n-sli-deluxe-spawa-kuehler.htmlfalls ich den nochmal fräsen sollte, dann nur noch mit delrindeckeljoah 2-3mm fräser… jedoch haben wir noch probleme mit den bearbeitungskanten..da sind teils rattermarken drin,..nicht wild,..aber ich finds halt nich perfektund bandschleifen kann man leider auch nicht immer jede kühlerseite,..weil dann wäres je egalden vorschub habe ich schon weit möglichst runtergestellt das es noch in einer annehmbaren zeit ausgefräst wird… mache die tage mal ein foto
-
22. Juni 2008 um 14:06 Uhr #759837Reaper187Teilnehmer
rattermarken haben viele ursachen.
die meisten sind:
zu viel bewegung im material, fräser drückt zu stark bzw die zustellung in x/y ist zu viel oder aber die z zustellung ist zu hoch. leider fällt das mit der zustllung auch auf die zeit zurück.
ideal wäre es alles vorzufräsen und ein paar hundertstel material drauf zulassen was man in einem 2. durchlauf mit etwas mehr vorschub, ich weiß ja nicht was ihr da verwendet, wahrscheinlich nicht soviel wegen der fräserdicke.
mit den rattermarken kämpfe ich bei kupfer auch oft und das mit 10er fräsern oder dicker, meistens liegt es bei mir an der bewegung durch das material weil es zuviel an material ist was ich da runterholzen will -
29. Juni 2008 um 18:06 Uhr #761323Michael_FrTeilnehmer
hi reaper…,
was fährst du bei kupfer für werte sprcih zustellung in der tiefe bzw. seite und umdrehungen?
bin in einem motorsportunternehmen und bearbeite vorwiegend alu. mit kupper
hatte ich bis jetzt wenig zu tun. wollte mir aber meine kühler jetzt auch selber fräsen.
und wie gesagt bei kupfer habe ich wenig erfahrungen…gruß aus’m schwabenländle
-
29. Juni 2008 um 20:06 Uhr #761331Reaper187Teilnehmer
hialso bei CU benutz ich mit einem 50er Eckmesserkopf und Wendeplatten HCW-??? 4000RPM, 5mm Zustelltiefe beim Konturfräsen und 2000er Vorschub. Beim Planen aber nur 1500er Vorschub.Anders bei Alu, da flieg ich mit 3000mm/m an der Kontur vorbei bei 5mm zustellung und 5500RPM und aufmass von 0,05mm ;)Zum schlichten nehm ich je nachdem wie dich die Teile sind verschiedene Fräser und demnach auch die Vorschübe, aber meistens bewegen sich die Drehzahlen um die 5500RPM und 800er Vorschub. Bei 33mm dickem material fahr ich die erste zustellung auf 32,95 und dann auf 33 damit ich 2 zustellungen habe und ne vernünftige Fläche ;)Aber ich hab auhc andere parameter, entscheide ich immer spontan und anhand spezieller formeln die wir entwickelt haben, wir liegen teilweise 20-40% über den herstellerangaben mit unseren formeln, aber die fräser sind teilweise über 1 jahr im dauereinsatz und immer noch scharf 😀
-
29. Juni 2008 um 21:06 Uhr #761343PoweruserTeilnehmer
Ich finde sehr erstaunlich, wie man mit der “Linearführung” der Z-Achse so gute Ergebnisse in Kupfer erzielen kann. Da ist alles perfekt ausgelotet…:d:
-
29. Juni 2008 um 22:06 Uhr #761345Reaper187Teilnehmer
mit der richtigen maschine und vernünftigen werkzeugen geht das 😉
-
29. Juni 2008 um 23:06 Uhr #761347Michael_FrTeilnehmer
Das mit demKupfer werde ich mal mir mal ausprobieren.
Bei Alu fahren wir 12000 u/min und ein 8000er Vorschub von 2.5mm Zustellung.
Mit den richtigen Maschinen ist da ja auch alles kein Problem und mit meinem Boss
ebenso.
Er erlaubt mir oder anderen ja auch die Maschinen privat zu nutzen insofern sie frei sind bzw. nebenan etwas gespannt werden kann.
Hier siehst welche Maschinen ich zur Verfügung habe. \D/ :+Gruß aus’m Schwabenländle
-
29. Juni 2008 um 23:06 Uhr #761354PoweruserTeilnehmer
Poweruser;316561 said:
Ich finde sehr erstaunlich, wie man mit der “Linearführung” der Z-Achse so gute Ergebnisse in Kupfer erzielen kann. Da ist alles perfekt ausgelotet…:d:^Dieser Beitrag bezieht sich auf die “Käsefräse” von Finn, nicht auf tonnenschwere Profimaschinerie.
Der Tread ist leider *ein bisschen* aus dem Ruder gelaufen. Hier geht es um die Fertigung von Kühlern bei Andre und Finn auf kleinen Hobbymaschinen und nicht darum, wer mit welchen noch so tollen Werkzeugfräsmaschinen beruflich arbeitet. Vielleicht kann man diese Geschichte in einem anderen Thread fortsetzen und dieser hier bleibt, wozu er ursprünglich vom Ersteller erdacht war:!:
-
29. Juni 2008 um 23:06 Uhr #761355Oma-HansTeilnehmer
MoinUnd wen interessiert das jetzt Reaper? Wenn du irgend etwas brauchst um dich mit deinem Wissen/dem dir zur Verfügung stehendem Maschinenpark glaubst hervorheben zu müssen, dann mach einen eigenen Fred auf. Dein Pensum an Beiträgen in diesem Fred hat meiner Meinung nach das Ausmaß von Spam erreicht. Der Sinn den Threads geht verloren, der Anteil deiner konstruktiven Beiträge ist verschwindend gering. GrussJens
-
29. Juni 2008 um 23:06 Uhr #761350Reaper187Teilnehmer
Das da ist meine große, die kleine wo ich die angaben von gemacht habe ist eine Mikron UM 900 mit TNC 426 Steuerung, die Deckel DMF 250 linear hat nen Schwenkkopf, 100er WKW und flotte Geschwindigkeiten, da ist weit aus mehr drin als mit der Mikron 😉
-
29. Juni 2008 um 23:06 Uhr #761357Michael_FrTeilnehmer
Nice machine!
Aber glaube doch kaum das du ein Kühler oder ähnliches fräßt wo 250cm
Verfahrwegbrauchst? 🙂
Können wir ja von Glück reden das wir solch Maschinen zur Verfügung haben,
im Gegensatz zu anderen hier im Forum.
Nee, wollte eigentlich ja auch bloß mal wissen was für Werte du fährst bei Kupper.
Werde dir mal berichten zu welchen ich dann komme. Man kann ja auch nur das
fahren was die Spannung vom Werkstück zuläßt.gn8 für heut
-
17. Oktober 2010 um 14:10 Uhr #866635Black_BeetleTeilnehmer
Wirklich sehr interessant dieser Thread. Finde es unglaublich gut das ihr so transparent alles haltet und man jeden Schritt nachvoll ziehen kann.
-
17. Oktober 2010 um 20:10 Uhr #866696IwanTeilnehmer
Wirklich interessant, wie einige hier die alten Threads wiederbeleben… :roll::x
-
17. Oktober 2010 um 21:10 Uhr #866697borsti67Teilnehmer
ist halt immer noch interessant 😀
-
17. Oktober 2010 um 21:10 Uhr #866698[AF] AndreoidTeilnehmer
Iwan;431594 said:
Wirklich interessant, wie einige hier die alten Threads wiederbeleben… :roll::xist doch egal,.. der thread ist eh oben festgepinnt
-
21. Oktober 2010 um 18:10 Uhr #867070Black_BeetleTeilnehmer
Iwan;431594 said:
Wirklich interessant, wie einige hier die alten Threads wiederbeleben… :roll::xborsti67;431595 said:
ist halt immer noch interessant 😀Er mag zwar alt sein aber solange sich bei der Entstehung eines Kühlers nichts ändert ist es eben etwas neues ausser man hat den Beitrag schon vor 2 Jahren gelesen. =)
Für mich war der neu auch wenn ich schon geahnt habe das ich dies bezüglich eine Antwort bekomme. =)
-
27. September 2011 um 23:09 Uhr #903009littledevilTeilnehmer
Der beitrag ist zwar schon sehr alt, aber vorn steckt der fehlerteufel drinn:
des Weiteren saß der linke, recht kanpp konstruierte Kühler richtig an sineem fleck und eckte an keines der höherleigenden Bauteilein Umgebeung an.
-
-
AutorBeiträge
 Die große Heatpipekonstruktion wird nachher komplett durch Wasserkühler ersetzt.
Die große Heatpipekonstruktion wird nachher komplett durch Wasserkühler ersetzt. Erstmal runter damit (Schrauben werden eingetütet, damit nichts verloren geht)
Erstmal runter damit (Schrauben werden eingetütet, damit nichts verloren geht) Die Chips werden mit Abdeckungen geschützt
Die Chips werden mit Abdeckungen geschützt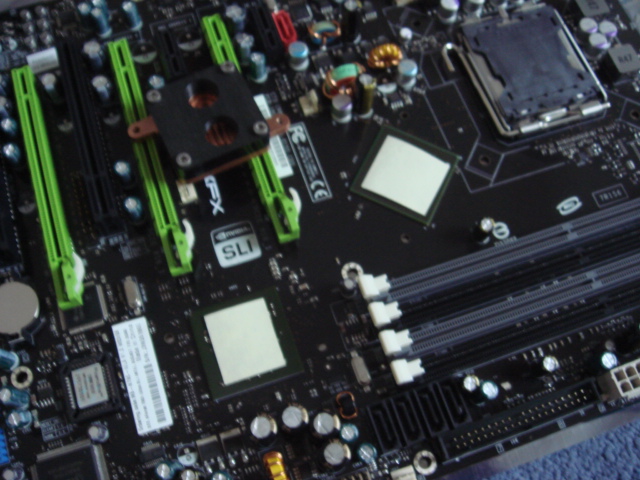 Und siehe da,..der SB kühler von uns der ach beim 680i und beim 780i gepasst hat passt auch beim 790i :Dwunderbar
Und siehe da,..der SB kühler von uns der ach beim 680i und beim 780i gepasst hat passt auch beim 790i :Dwunderbar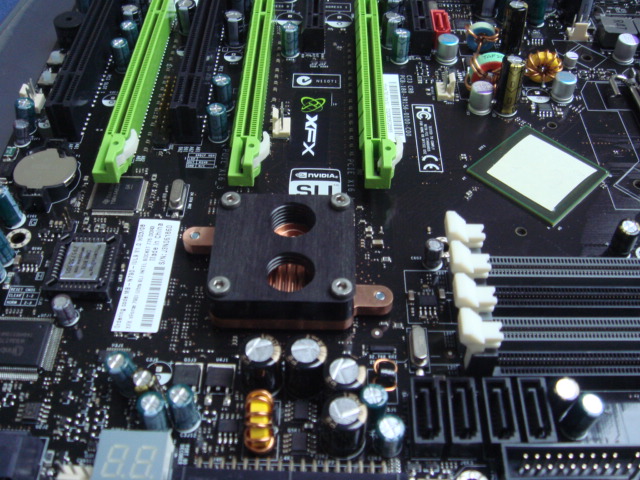 Der selbe Lochabstand nur um 90° gedreht: die NB des Motherboardswelche in der fertig gefrästen Version natürlich Anschlüsse in waagerechter Lage haben wird
Der selbe Lochabstand nur um 90° gedreht: die NB des Motherboardswelche in der fertig gefrästen Version natürlich Anschlüsse in waagerechter Lage haben wird So nun kommen wir zum aufwändigsten Teil für das 790iDie Vermessung der Spawas:Manchmal wollen Interessenten, dass ich ihnen PWM (Spawa) Kühler fräse,..und sie wollen mir dann die Maße selber ausmessen damit sie mir kein Board schicken brauchen.Ich sage dann zwar jedes mal, dass ich das Board auf jeden Fall hier vorliegen haben muss, und es in jedem Fall selber vermessen muss, weils dann sonst am Ende garnichts passt.So geschrieben ist das nicht wirklich nachvollziehbar, aber seht selbst was für ein Aufwand dahinter steckt.Mal eben die Lochabstände ausmessen, damit ist es bei weitem nicht getan!
So nun kommen wir zum aufwändigsten Teil für das 790iDie Vermessung der Spawas:Manchmal wollen Interessenten, dass ich ihnen PWM (Spawa) Kühler fräse,..und sie wollen mir dann die Maße selber ausmessen damit sie mir kein Board schicken brauchen.Ich sage dann zwar jedes mal, dass ich das Board auf jeden Fall hier vorliegen haben muss, und es in jedem Fall selber vermessen muss, weils dann sonst am Ende garnichts passt.So geschrieben ist das nicht wirklich nachvollziehbar, aber seht selbst was für ein Aufwand dahinter steckt.Mal eben die Lochabstände ausmessen, damit ist es bei weitem nicht getan!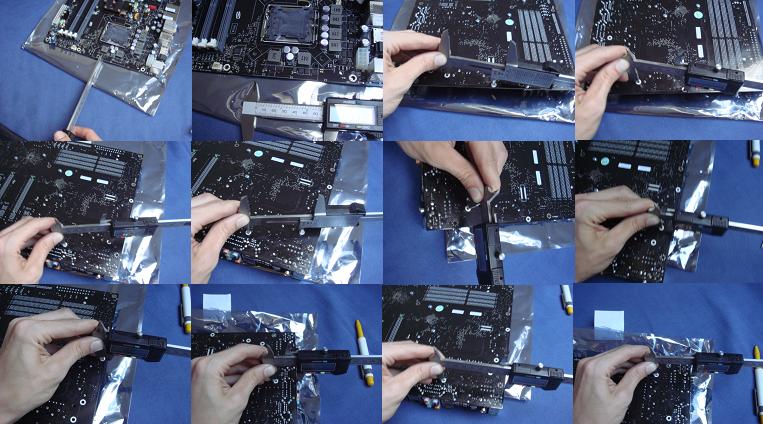
 2 unglaublich Professionelle Skizzen :Xmit den, für mich, wichtigsten Maßeneinmal der linke PWM
2 unglaublich Professionelle Skizzen :Xmit den, für mich, wichtigsten Maßeneinmal der linke PWM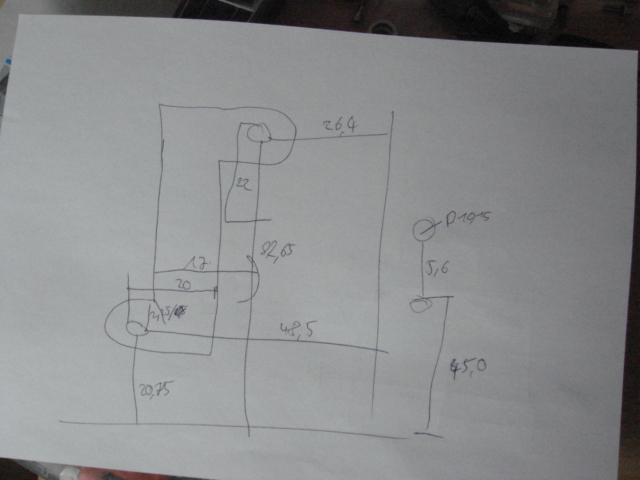 und der obere PWM
und der obere PWM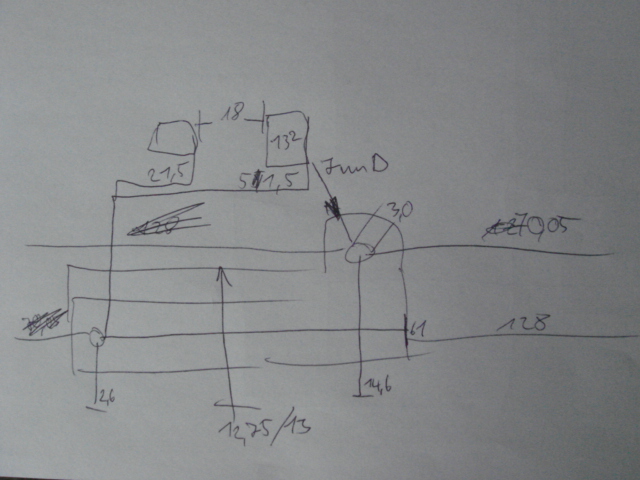 hier wurden alle Maße ins CAD Programm eingegeben:wieder der linke PWM
hier wurden alle Maße ins CAD Programm eingegeben:wieder der linke PWM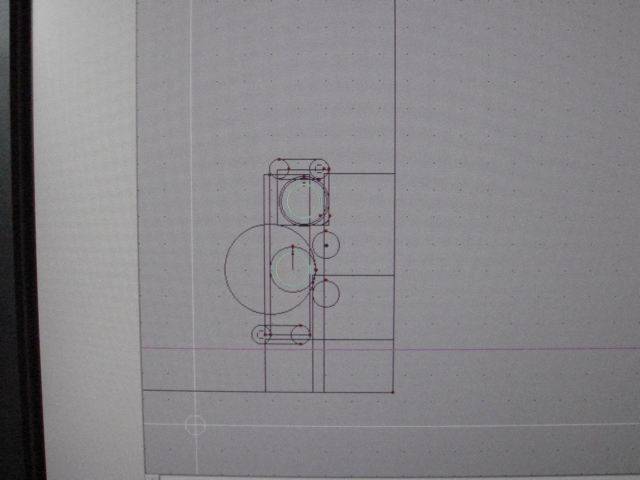 und der obere PWM
und der obere PWM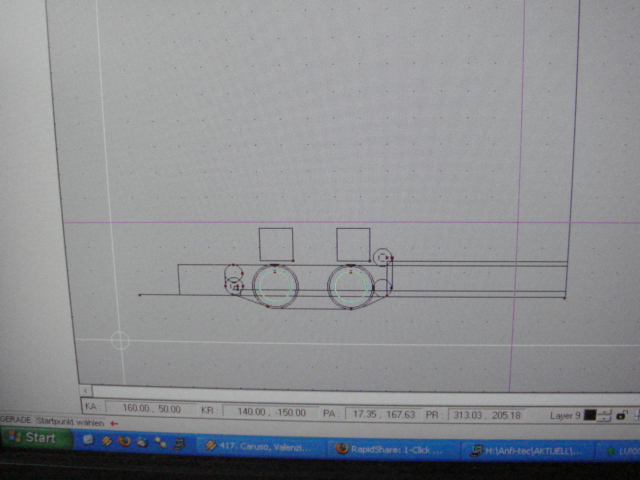 für G1/4″ Anschlüsse eine überaus knappe Angelegenheit!Aber dennoch machbar.
für G1/4″ Anschlüsse eine überaus knappe Angelegenheit!Aber dennoch machbar.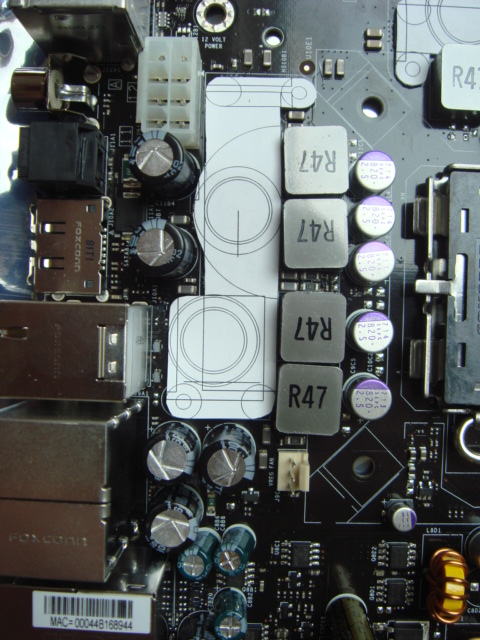 Beide ausgedruckten CADs ,..und die erste Passprobe.
Beide ausgedruckten CADs ,..und die erste Passprobe. Nun wurden Verbesserungen vorgenommen, wie z.B. Verschiebung der Haltelöcher, AnschlüsseSowie Veränderung des Design, und Vereinfachung für die spätere Fertigung.
Nun wurden Verbesserungen vorgenommen, wie z.B. Verschiebung der Haltelöcher, AnschlüsseSowie Veränderung des Design, und Vereinfachung für die spätere Fertigung. Dann fräse ich die Böden aus Plexiglaß.nein, nicht weils toll aussieht, sondern weil wir Plexiglaß~ 10 mal schneller fräsen können als das harte Kupfer,…ala rapid prototyping abgesehen davon ist der Verschnitt bei Plexi nicht so teuer wenn das Testkühler noch nicht 100%ig passen sollte
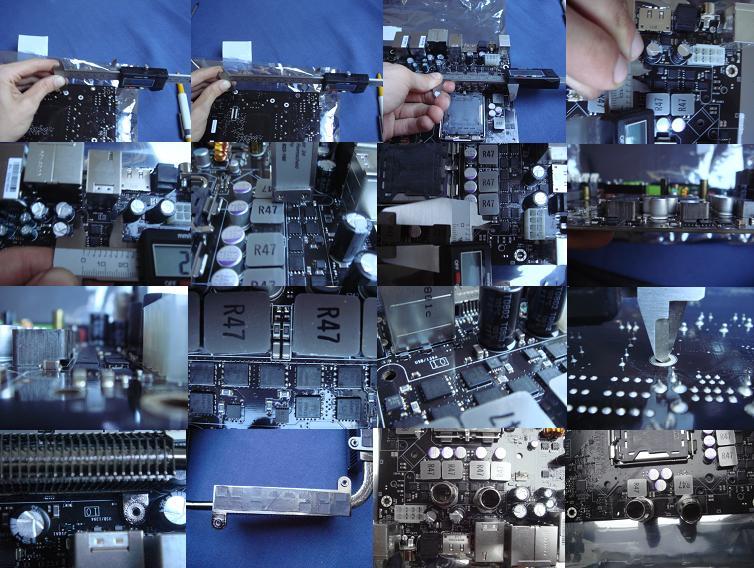
Dann fräse ich die Böden aus Plexiglaß.nein, nicht weils toll aussieht, sondern weil wir Plexiglaß~ 10 mal schneller fräsen können als das harte Kupfer,…ala rapid prototyping abgesehen davon ist der Verschnitt bei Plexi nicht so teuer wenn das Testkühler noch nicht 100%ig passen sollte die zweite Passprobe hat ergeben, das die Haltelöcher noch um 0.1mm bzw das andere um ganze 0.4mm verschoben werden muss,um kein Verkanten bei der Montage zu gewährleisten.Des Weiteren saß der linke, recht knapp konstruierte Kühler richtig an seinem Fleck und eckte an keines der höherliegenden Bauteile an.(da ist das Plexi auch wieder wunderbar zu gebrauchen, da es ja durchsichtig ist 😉 )Prototyp passt, sitzt -> also ab ans KufperfräsenDie PWMs machen wir grundsätzlich aus 5mm dicken Kupfer auf einer 80mm Breiten SchieneDa muss man schon ein bisschen puzzeln, das man nicht allzu viel Verschnitt hat.Außerdem sind wir da auch noch in der Länge begrenzt,.. weit über dem Schraubstock gespannt gibt es kaum noch gute Fräsergebnisse.Im Hintergrund links kann man noch die kleine Kupfer CNC sehen, welche grade als Flächenspanner umgerüstet wird, so das man keinen Schraubstock mehr benötigt.So können wir dann 300mm lange cu Stücke einspannen.Wegen dem Umbau ist auch grade die größere Kunststoffcnc mit der Metallarbeit beschäftigt 😀
die zweite Passprobe hat ergeben, das die Haltelöcher noch um 0.1mm bzw das andere um ganze 0.4mm verschoben werden muss,um kein Verkanten bei der Montage zu gewährleisten.Des Weiteren saß der linke, recht knapp konstruierte Kühler richtig an seinem Fleck und eckte an keines der höherliegenden Bauteile an.(da ist das Plexi auch wieder wunderbar zu gebrauchen, da es ja durchsichtig ist 😉 )Prototyp passt, sitzt -> also ab ans KufperfräsenDie PWMs machen wir grundsätzlich aus 5mm dicken Kupfer auf einer 80mm Breiten SchieneDa muss man schon ein bisschen puzzeln, das man nicht allzu viel Verschnitt hat.Außerdem sind wir da auch noch in der Länge begrenzt,.. weit über dem Schraubstock gespannt gibt es kaum noch gute Fräsergebnisse.Im Hintergrund links kann man noch die kleine Kupfer CNC sehen, welche grade als Flächenspanner umgerüstet wird, so das man keinen Schraubstock mehr benötigt.So können wir dann 300mm lange cu Stücke einspannen.Wegen dem Umbau ist auch grade die größere Kunststoffcnc mit der Metallarbeit beschäftigt 😀 das Kupferstück wird ausgespannt und in jedes Kernloch kommt ein Tröpfchen Gewindeschneid-ÖlDann gehts unter den Gewindeschneider:
das Kupferstück wird ausgespannt und in jedes Kernloch kommt ein Tröpfchen Gewindeschneid-ÖlDann gehts unter den Gewindeschneider: kaum zu glauben, dass wir die Gewinde vor einem Jahr noch 3 gängig geschnitten haben :X
kaum zu glauben, dass wir die Gewinde vor einem Jahr noch 3 gängig geschnitten haben :X die Rohrlinge werden auf einer Seite rausgetrennt und dann komplett rausgebogen/gebrochen
die Rohrlinge werden auf einer Seite rausgetrennt und dann komplett rausgebogen/gebrochen nach dem Schleifen, Spülen und Oring-einsetzen sieht der Boden dann so aus:
nach dem Schleifen, Spülen und Oring-einsetzen sieht der Boden dann so aus: hier mal eine chronoligischer Vergleich vom Prototypen bis zum fertigen Boden
hier mal eine chronoligischer Vergleich vom Prototypen bis zum fertigen Boden Die fertigen Kühler auf dem Board:Beide
Die fertigen Kühler auf dem Board:Beide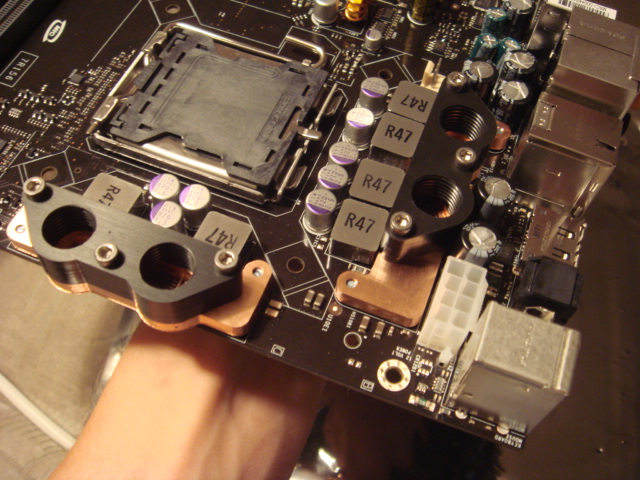 der Obere
der Obere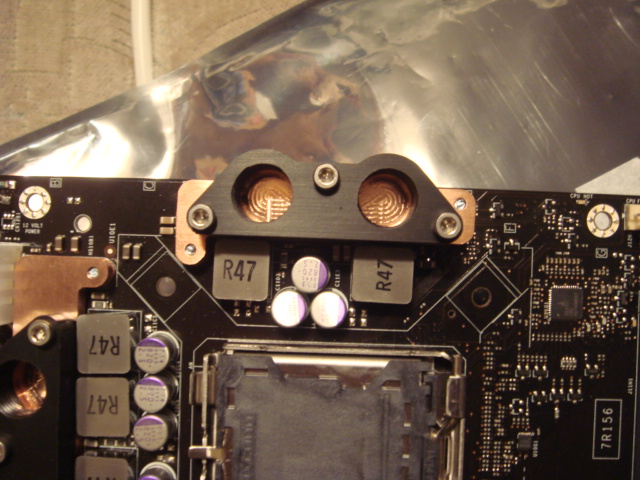 der komplizierte Linke
der komplizierte Linke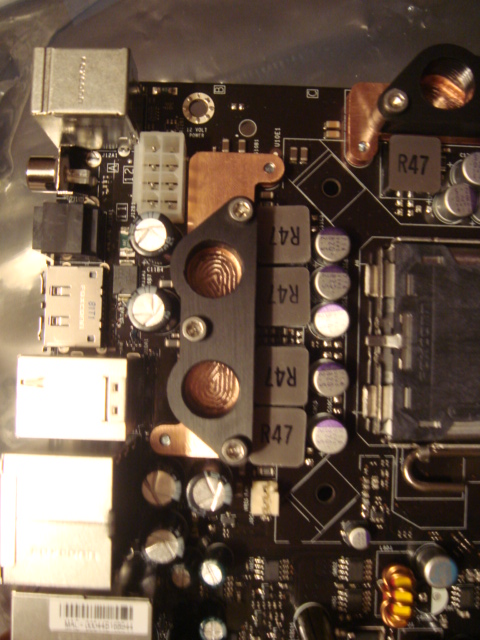 Impressionen 1
Impressionen 1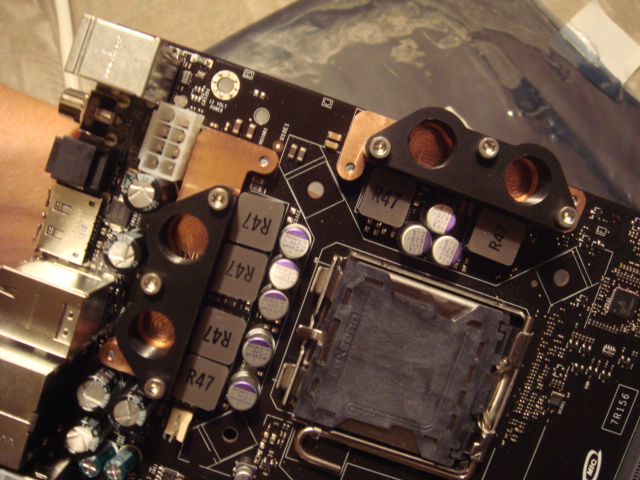 Impressionen 2
Impressionen 2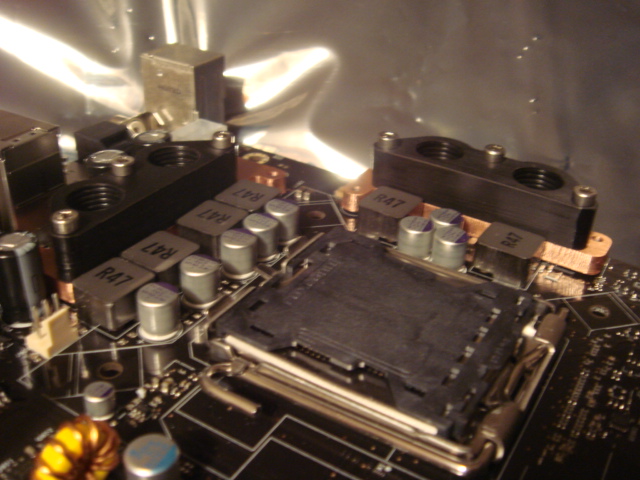 Besonders gut gefällt mir, das der obere PWM das Deckeldesign vom linken Kühler mit übernehmen konnte.So gibts ein stimmigeres Gesammtbild, und in der Fertigung ist es auch viel einfacher :)Was noch postitiv zu bemerken ist, dass es kein mehrschichtiger Kühler ist (wie die pwm Reihe der 680i und 780i)Damit sind wir aktuell wieder einmal die einzigen mit einem Komplettkühlerset für ein aktuelles leistungsstarkes Board!Der linke PWM war jetzt mal wieder eine Herausforderung :DMfGAndréACHTUNG!es gilt zu beachten, dass dies hier ein sehr alter Beitrag ist. Mittlerweile haben wir die ein oder andere Verbesserung für das Herstellverfahren für erste PWM-Modelle. Z.B. haben wir ein Sortiment von Seriendeckel entwickelt die sich auf den verschiedensten Spannungswandlerkühlern wiederfinden. Das macht das Konstruieren der Kupferbodenplatten ein wenig einfacher und spart massiv Zeit weil nicht auch noch neue Deckel designed und gefräst werden müssen. Vgl. UPCslim und PWM020 oder PWM036
Besonders gut gefällt mir, das der obere PWM das Deckeldesign vom linken Kühler mit übernehmen konnte.So gibts ein stimmigeres Gesammtbild, und in der Fertigung ist es auch viel einfacher :)Was noch postitiv zu bemerken ist, dass es kein mehrschichtiger Kühler ist (wie die pwm Reihe der 680i und 780i)Damit sind wir aktuell wieder einmal die einzigen mit einem Komplettkühlerset für ein aktuelles leistungsstarkes Board!Der linke PWM war jetzt mal wieder eine Herausforderung :DMfGAndréACHTUNG!es gilt zu beachten, dass dies hier ein sehr alter Beitrag ist. Mittlerweile haben wir die ein oder andere Verbesserung für das Herstellverfahren für erste PWM-Modelle. Z.B. haben wir ein Sortiment von Seriendeckel entwickelt die sich auf den verschiedensten Spannungswandlerkühlern wiederfinden. Das macht das Konstruieren der Kupferbodenplatten ein wenig einfacher und spart massiv Zeit weil nicht auch noch neue Deckel designed und gefräst werden müssen. Vgl. UPCslim und PWM020 oder PWM036
- Du musst angemeldet sein, um auf dieses Thema antworten zu können.